In recent years, with the continuous development of polymer modified materials, the requirements for mixing equipment are also getting higher and higher. The co-rotating parallel dual-screw extruder is the most widely used equipment in the continuous mixer. Of course, it has received extensive attention from everyone, and the research around it will be more and more.
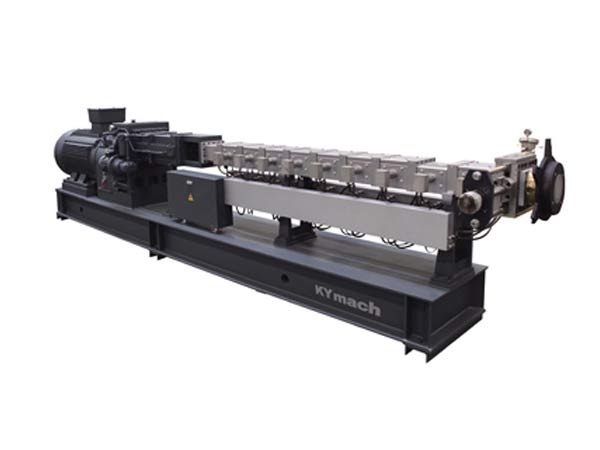
At present, according to the development trend at home and abroad, the co-rotating parallel dual-screw extruder is mainly developed in terms of high speed, high torque, large extrusion volume and low energy consumption. The split-type co-rotating parallel dual-screw extruder can quickly open the barrel and perform high-speed and high-torque extruder for material cleaning. The distinctive features of the co-rotating parallel dual-screw extruder are: the barrel can be split, and the screw and the inner liner of the barrel can be combined at will.
The barrel of the previous co-rotating parallel dual-screw extruder is integral and cannot be opened. The split-type co-rotating parallel dual-screw extruder is a split type, which consists of upper and lower half barrels, the lower half barrel is fixed on the frame, and the upper half barrel is connected to the lower half barrel through a worm gear reducer. .
Usually, the upper half barrel and the lower half barrel are fastened with two rows of bolts. When the barrel needs to be opened, it is only necessary to loosen the bolts and turn the handle of the worm gear box to open the barrel.
The screw and barrel of the split-type co-rotating parallel dual-screw extruder adopt advanced "building block" design. The screw is composed of various forms of screw blocks set on the mandrel. The sleeve can be adjusted according to the different screw blocks, so as to flexibly combine the ideal threaded element structure according to the process requirements such as material varieties, and realize the conveying, plasticizing, thinning, shearing, exhausting, decompression and extrusion of materials. This kind of technological process can better solve the contradiction between the so-called universality and stability of the screw, which is generally difficult to take into account, and achieve the purpose of one machine with multiple functions and one machine with multiple functions.
Another advantage of the "building block" design is that the worn screw and barrel elements can be partially replaced, which avoids the scrapping of the entire screw or barrel and greatly reduces maintenance costs.
The feeding system is the input end of the co-rotating parallel dual-screw extruder. Whether it can work normally and stably will directly affect the performance of the co-rotating parallel dual-screw extruder. It is mainly reflected in the following three aspects:
(1) Feeding amount
The size of the main feeding amount affects the saturation of the work of the whole machine. The feeding amount in the multi-channel feeding system not only affects the saturation of the work of the whole machine, but also affects the formula of the material. Therefore, it is very important to match the feeding amount with the host and the feeding amount itself.
(2) Stability
The feeding system of the co-rotating parallel double-screw extruder must work stably to ensure the normal operation of the co-rotating parallel double-screw extruder and stable product quality. The stability here mainly refers to the rotation speed. Only a stable rotation speed can ensure a stable feeding amount, so the electronic control system generally outputs a constant torque.
(3) Adaptability to materials
There are many kinds of materials processed by the co-rotating parallel dual-screw extruder with different properties. According to the appearance, there are pellets, powders, and mixtures, and a variety of additives are also added. It is impossible for the same feeding system to feed each material stably, so improving the adaptability of the feeding system of the co-rotating parallel dual-screw extruder to the material is a difficulty and a development direction.
Related News
 Tel: +86-25-52706155
Tel: +86-25-52706155
 E-mail: info@kymach.com
E-mail: info@kymach.com
 No.59 West Tianyuan Road, Jiangning, Nanjing, Jiangsu Province, China
No.59 West Tianyuan Road, Jiangning, Nanjing, Jiangsu Province, China
 English
English  日本語
日本語  한국어
한국어  français
français  Español
Español  русский
русский  português
português  العربية
العربية  中文
中文