Twin screw extruder extrusion molding has become one of the main processing methods in plastic processing technology as production technology has advanced, and most thermoplastics can use this method. Extrusion molding is now widely used in a variety of industries.
The twin screw extruder developed by the Italians in the late 1930s was the first extruder used to process polymers. People did not understand the working mechanism of the extruder at first, and some problems encountered during the design and manufacture of the machine were also difficult to solve. It wasn't until the late 1960s that a thrust suitable for use in an extruder was invented. The bearing solves the problem of solid bearing capacity in the axial and radial bearing directions in the small space between the two screws, making the mechanical structure of the twin screw extruder very reliable.
Extrusion molding of heat-sensitive materials, such as PVC pipes and profiles; processing of special polymers, such as blending, exhaust, chemical reactions, etc. The twin screws used for profile extrusion have mutually intermeshing spiral edges and grooves and operate at a relatively low speed, within about 10r/min.
Compared with a single screw, the feeding and conveying performance of the extruder is much superior, especially those that are difficult to input and easy to slip, such as fibrous, powdery, and grease-like materials. The material residence time is short and relatively uniform, with better mixing and a larger heat transfer area. The material temperature is well controlled, which is particularly important for processing heat-sensitive materials.
Because the extruder is also designed with many unique structure elements, which can be combined and replaced arbitrarily, it is especially suitable for processing some special polymers. The intermeshing co-rotating dual screw extruder can blend, continuous chemical reaction, and exhaust extrusion. This type of extruder runs at high speed, and the maximum screw speed range is 300-600r/min.
The working mechanism of dual screws with different meshing types, steering forms, and combination elements is different: the structure and type of the extruder. The dual screw extruder's extrusion, transmission, heating, and cooling systems are functionally and single-screw. The extruder is the same, but its specific structure is specially designed based on the actual situation of the twin-screw.
According to the relative position of the two screws, dual screw extruders can be divided into intermeshing and non-intermeshing types: intermeshing dual screws can be divided into partially intermeshing and full intermeshing types according to the degree of engagement; the center distance of full intermeshing twin screws is A =r+R, where r is the radius of the root of the screw, and R is the radius of the top of the screw. The center distance of the partially meshing twin screw is A>r+R. The center distance of the non-meshing twin screw is A≥2R.
It mainly includes pay-off, straightening, preheating, cooling, traction, meter counter, spark tester, and take-up devices. The purpose of the extrusion unit is different, and the auxiliary equipment used in its selection is also different, such as cutters, blow dryers, and printing devices.
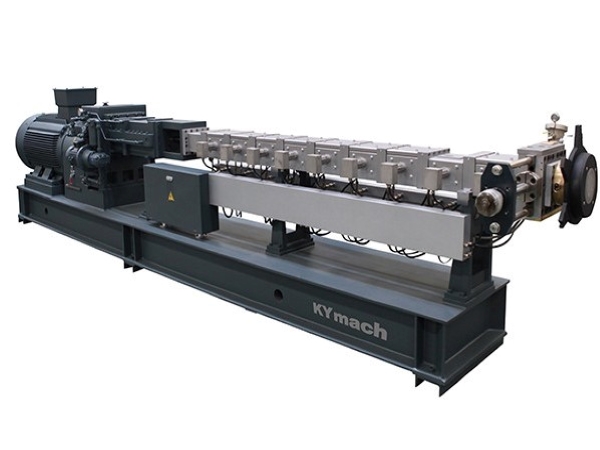
The dual screw extruder has the characteristics of uniform plasticization and mixing, high output, stable quality, wide application range, long service life, and direct molding of PVC powder. Equipped with corresponding molding heads, molds, and auxiliary machines, various thermoplastics, tough polyvinyl chloride powder, can be directly extruded into plastic products such as tubes, plates, sheets, rods, films, and profiles. It can complete the modification of various plastics and the process of powder granulation.
Related News
 Tel: +86-25-52706155
Tel: +86-25-52706155
 E-mail: info@kymach.com
E-mail: info@kymach.com
 No.59 West Tianyuan Road, Jiangning, Nanjing, Jiangsu Province, China
No.59 West Tianyuan Road, Jiangning, Nanjing, Jiangsu Province, China
 English
English  日本語
日本語  한국어
한국어  français
français  Español
Español  русский
русский  português
português  العربية
العربية  中文
中文